Pores in Laser Welding: Causes and Solutions
Laser welding, as a welding method with high energy density, has been widely used in various industries due to its advantages such as concentrated energy, low heat input, high speed, high precision, and good results. However, with the expansion of its applications, the issue of pores generated during laser welding has become increasingly significant. These pores not only affect the quality of the weld but may also lead to the failure of the welded joint. To better address the occurrence of pores in laser welding, a thorough analysis of the reasons for pore formation is needed, along with corresponding solutions, to ensure the improvement of welding quality. Mostly the formation of pores can be avoided or much reduced.
Why do Pores Occur during Laser Welding?
Why do pores or stomata appear at laser welding?
Pores are caused by the capture of gas during the solidification process of the weld metal. The rapid cooling speed of the weld metal during laser welding, compared to conventional welding, makes it difficult for gases to escape from the weld, leading to the formation of pores.
Causes of Pore Formation:
- On the one hand, density: due to the limitations of the sintering, rolling, casting and pressing conditions at metal making, it is impossible for standard metallurgical materials to achieve the same density as molten materials.
- On the other hand, pores are also a common defect in the laser welding process. Due to the influence of auxiliary gas dynamic pressure on the flow of the molten pool and the escape of gas in small holes during the controlled process of photo-induced plasma, it is a direct result of deep-melting welding.
Generation of pores:
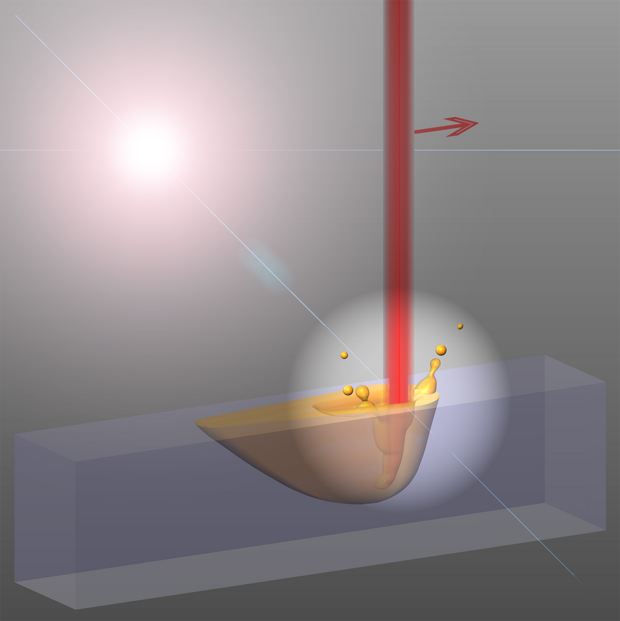
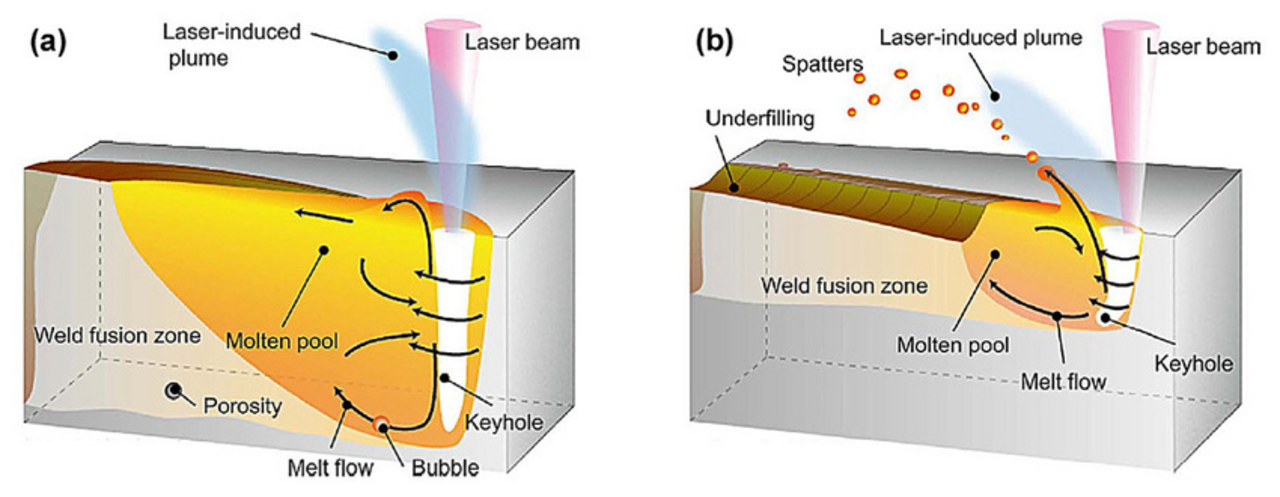
The inside of the laser welded hole (key-hole) is in an unstable vibration state, and the flow of the hole and the molten pool is very intense. The metal vapour inside the hole erupts outwards and leads to the steam vortex formed at the opening of the hole, which rolls the protective gas (Ar) into the bottom of the hole, and with the hole moves forward, these protective gases will enter the molten pool in the form of bubbles. Due to the extremely low solubility of Ar and the rapid cooling rate of laser welding, the bubbles are left in the weld seam before they can escape to form stomata or poriën. What’s more, it was caused by the poor protection during the welding process that argon/nitrogen invades the molten pool from the outside, and the solubility of argon/nitrogen in liquid aluminium, steel or iron is very different from the solubility of argon/nitrogen in solid metal. Therefore in the cooling and solidification of the metal, the solubility of nitrogen decreases with the decrease of temperature when the molten pool metal is cooled to the beginning of crystallization can lead to a large sudden decrease in solubility. At this time a large amount of gas precipitates will form bubbles. If the floating rate of the bubbles is less than the metal crystallization rate, the pores are generated.
Methods to Prevent Pore Formation in Laser Welding
Laser welding is a welding method with high energy density, commonly used for high-precision, high-quality welding. However, pores may be generated during the laser welding process, affecting the quality of the weld. Here are some methods to solve the issue of pores when using a laser welding machine:
Pre-weld Surface Treatment
Suppress welding pores by adopting pre-weld surface treatment. Pre-weld surface treatment is an effective method to control metallurgical pores in aluminium alloy laser welds. Common surface treatment methods include physical-mechanical cleaning and chemical cleaning. After comparison, the best results are achieved by using a chemical method to treat the surface of the test piece (metal cleaning agent cleaning – water washing – alkali washing – water washing – acid washing – water washing – drying). Alkali washing uses a 25% NaOH (sodium hydroxide) water solution to remove the thickness of the material’s surface, and acid washing uses a 20% HNO3 (nitric acid) + 2% HF (hydrofluoric acid) water solution to neutralize the residual alkali. After pre-weld treatment, it is recommended to wipe the test piece with anhydrous alcohol if it stays assembled for an extended period.
Additionally, using a surface cleanliness meter, expressed in RFU units, can quickly detect, quantify, and record cleanliness-related data for components. Based on this data, it is possible to avoid the impact of subjective judgement and more effectively review production steps and cleaning procedures, thereby optimizing the cleaning process, maximizing work efficiency, reducing rework rates, and lowering production costs.
Control of Welding Process Parameters
The formation of weld pores is related to the quality of the weldment surface treatment and welding process parameters.
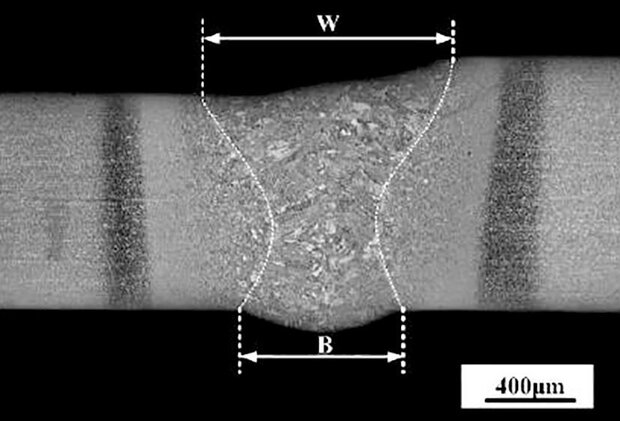
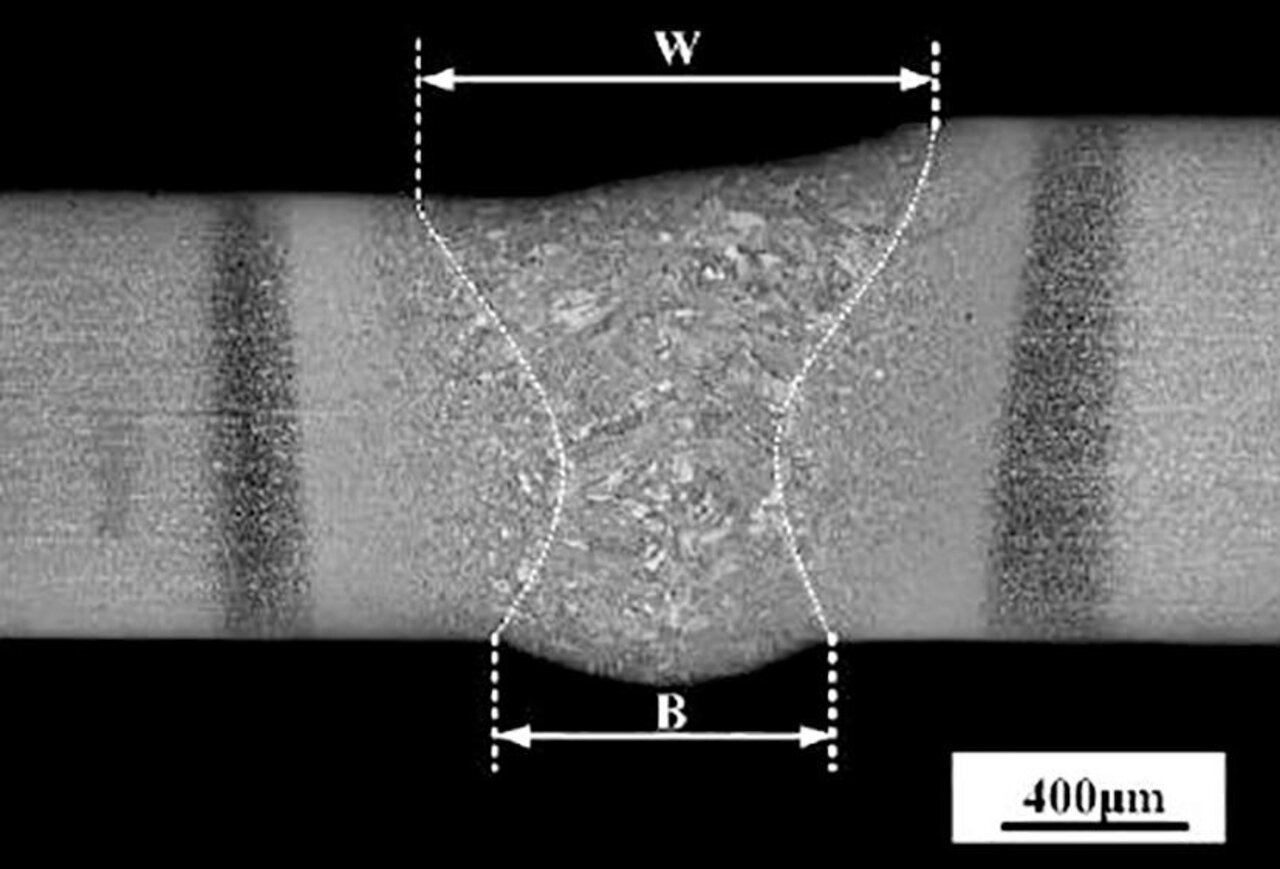
Added picture is a schematic diagram of the section size of the laser welded joint, the cross-sectional dimension of welded joint is characterized by : weld width on the front (W), weld width on the back (B) and weld width ratio (Rw), in which the weld back width ratio refers to the ratio of the weld back weld width to the front weld width, the weld back width ratio can be solved according to the formula below:
Rw = B/W×100%
The influence of welding parameters on weld pore formation is mainly reflected in the fusion penetration of the weld, that is, the influence of the back width ratio of the weld on the pore. Test results show that when the back width ratio R > 0.6, it can effectively improve the concentrated distribution of chain-like pores in the weld; when the back width ratio R > 0.8, it can effectively improve the presence of large pores in the weld and largely eliminate the residual pores in the weld.
The laser power and welding speed significantly affect the formation of pores. A study on the relationship between the number of pores and laser power indicates that as laser power increases, the number of pores also increases. It is speculated that the increase in power heats the melted metal to a very high temperature, generating metal vapor, making the liquid metal in the molten pool unstable and turbulent. By reducing laser power and increasing welding speed, it is possible to reduce the formation of metal vapor, thereby suppressing pore formation.
It is better to conduct systematic welding parameter optimization experiments to find the best combination of laser power, speed, pulse frequency, and other parameters. Using a closed-loop feedback system, it is possible to automatically adjust based on real-time monitoring of the weld conditions, improving welding consistency and quality.

Correct Selection of Shielding Gas
Shielding gases such as Ar (argon) and He (helium) are used to protect the surface of the weld. In the laser welding of aluminum alloys, Ar and He have different ionization degrees when exposed to lasers, resulting in different weld formations. The results show that using Ar as the shielding gas results in an overall lower porosity of the weld compared to using He as the shielding gas.
It is also essential to note that too low gas flow (<10 L/min) can lead to the production of a large amount of plasma that cannot be blown away, destabilizing the welding pool, and increasing the probability of pore formation. Moderate gas flow (around 15 L/min) effectively controls the plasma, and the shielding gas plays a good role in preventing oxidation, resulting in the least porosity. Excessive gas flow, accompanied by excessive gas pressure, introduces some shielding gas into the molten pool, increasing the porosity rate.
Therefore, the choice of shielding gas directly affects the quality, efficiency, and cost of welding. In laser welding, correctly introducing shielding gas can effectively reduce weld porosity. Due to the influence of material properties, it is not possible to completely avoid the phenomenon of welds without pores during welding, only to reduce the pore rate. Typically, aluminum uses argon to reduce the porosity rate, while stainless steel uses nitrogen to reduce the porosity rate.
Adopting Beam Swing Method
By introducing a swing during welding, the reciprocating swing of the beam stream causes some welds to undergo repeated remelting, extending the time the weld pool stays in a liquid state. Simultaneously, the deflection of the beam stream increases the input heat per unit area, reducing the depth-to-width ratio of the weld, facilitating the escape of bubbles, thereby eliminating pores. On the other hand, the swing of the beam stream causes the small hole to swing along with it, providing a stirring force to the weld pool. This increases the convection and stirring of the weld pool, beneficial for eliminating pores.
Preheating and Post-heat Treatment
For sensitive workpieces or welding materials, consider preheating before welding to reduce moisture in the material. Additionally, post-heat treatment may help reduce the size and quantity of pores.
- Preheating Parameter Control:
In the preheating stage, ensure the use of the appropriate temperature and holding time to avoid thermal stress and uneven preheating effects. Use auxiliary heating equipment to ensure that the entire welding area receives uniform preheating.
- Post-heat Treatment Optimization:
For different materials and welding conditions, optimize the temperature, time, and other parameters of post-heat treatment to minimize the size and quantity of pores.
Monitoring and Control
Implement advanced real-time monitoring systems, including high-speed cameras, sensors, and data acquisition systems, to monitor any anomalies during the welding process. Combined with an intelligent control system, identify and correct potential issues promptly, thereby improving welding consistency and stability.
- High-resolution Monitoring:
Use high-resolution monitoring systems such as high-speed cameras and laser scattering systems to monitor subtle changes during the welding process. This helps detect potential problems promptly and take measures to prevent pore formation.
- Machine Learning Control:
Combine machine learning algorithms to analyze and model real-time monitoring data, allowing the system to learn and predict trends in pore formation. Through an intelligent control system, achieve more precise control of pore formation.
Summary
In summary, laser welding machines have overcome traditional challenges in copper material welding by leveraging advantages such as high energy density, precise control, and a small heat-affected zone. This has effectively addressed issues like high thermal conductivity, oxidation, and high melting points encountered in copper welding. As the demand for copper materials increases, laser processing technology is poised to become a key driving factor. Additionally, the application of green and blue light lasers opens up new possibilities for laser processing of copper materials, propelling a new round of growth in the laser industry. This development trend not only elevates the level of copper material processing but also provides reliable and efficient solutions for the modern manufacturing sector.