Laser Spot Welding - Laser Keyhole Welding
Laser Keyhole welding beats conventional spot welding machines on all fronts
Our PhotonWeld laser welding machines can replace at much lower cost following machines: resistance Welding Machines, pressure welding machines, point welding machines, spot welding machines.
Most manufacturers are looking for ways to save money and improve efficiency without negatively impacting quality. Manufacturing operations that are using resistance spot welding can reap significant productivity and quality benefits in some applications by converting to laser keyhole spot welding.
Implementing fiber laser keyhole spot welding can result in a welding process that is three to four times faster compared to resistance spot welding, while also increasing weld quality and repeatability.
Laser keyhole spot welding offers numerous benefits in the right applications, including precise control of penetration depth, a very small beam size for a small heat-affected zone, great consistency, and an extremely fast process.
However, laser keyhole spot welding may not be the right fit for every job.
The Basics of Spot Welding
Resistance spot welding can be used when there is a need to weld together two pieces of material up to 3~5 mm thick that are stacked on top of each other. This process often is used in the transportation and sheet metal forming industries for applications such as fabricating vehicle body parts and frames, as well as for welding office furniture and toolboxes.
The spot welding process uses two electrodes, one positioned at the bottom of the base material and one at the top. Pressure is applied between the two electrodes, which pushes the two pieces of metal together. A current passes between the electrodes, produces a weld, and fuses the two surfaces together.
One challenge with spot welding is that when the two electrodes release, they leave an indentation on the base metal. In welding applications where aesthetic requirements are important, ridding the material of this indentation requires postweld grinding and often painting, which add time and cost to the process.
Spot welding typically is a manual process; it is difficult and expensive to automate, especially in low- to medium-volume applications. It also is challenging to establish a predictable process when using automated spot welding because the electrodes wear quickly, which means the process parameters and fit-up continually change. This also can affect the repeatability of part quality in spot welding. In addition, the robot necessary to complete automated spot welding is quite heavy and can be cumbersome, which is a drawback to implementation for many operations.
As a rule of thumb, very high part volume is necessary to efficiently automate spot welding. An example of this is automotive part manufacturing, which uses spot welding frequently. Spot welding excels in applications where part fit-up isn’t good and something is needed to press the two pieces together for welding. Spot welding also has a lower-cost point of entry; it requires purchasing a manual single-station spot welder only.
The Basics of Laser Keyhole Welding for laser spot welding
In some sheet metal applications that require resistance spot welding, an automated laser keyhole welding process can save time and improve weld quality. The process is well-suited for welding some dissimilar metals, which can be difficult to weld properly with resistance spot welding because of differences in the physical, chemical, and mechanical properties of the base metals.
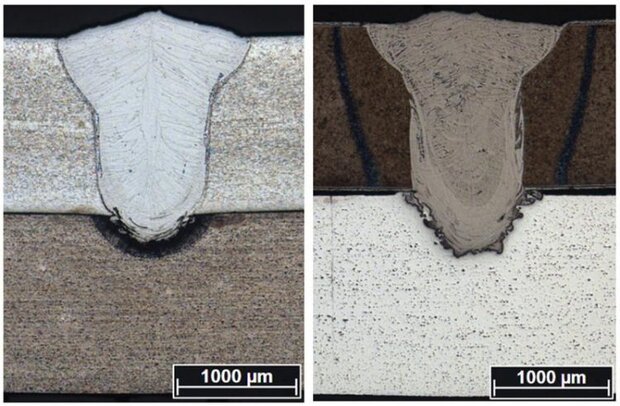
Laser keyhole welding uses a powerful laser beam to weld two workpieces together. A high-energy-density laser hits a small pinpointed spot on the material. When light hits the top surface, it melts and vaporizes the metal. The pressure of the metal vapor pushes the liquid metal downward and aside, generating a keyhole. As the laser beam is moved across the surface, the keyhole follows the beam and creates a weld that is typically deep and narrow
In suitable applications, laser keyhole welding offers:
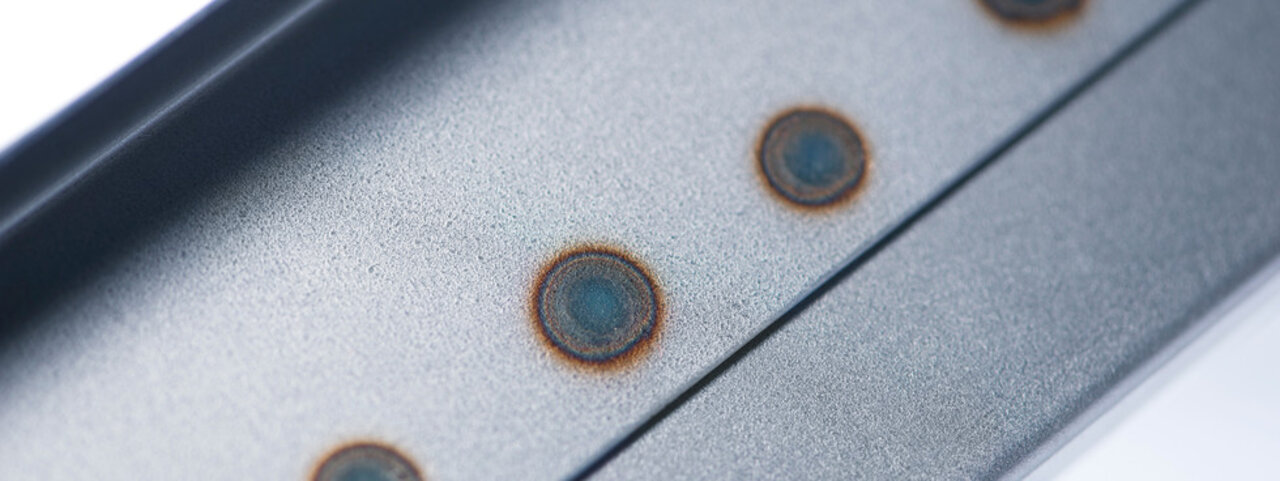
- Precise control of penetration depth, which eliminates any deformation or indentation on the back side of the bottom part. This reduces the time and money spent on postweld grinding or touchups.
- A very small beam size — less than 1 mm — that results in a small heat-affected zone. This offers benefits when welding thin materials or metals in which controlling heat input is important.
- An extremely fast process that is typically three to four times faster than manual resistance spot welding.
- Consistency and predictability, which result in high-quality finished welds and reduced time and money spent on rework.
Laser spot welding
Spot Welding with handheld laser welding Machine
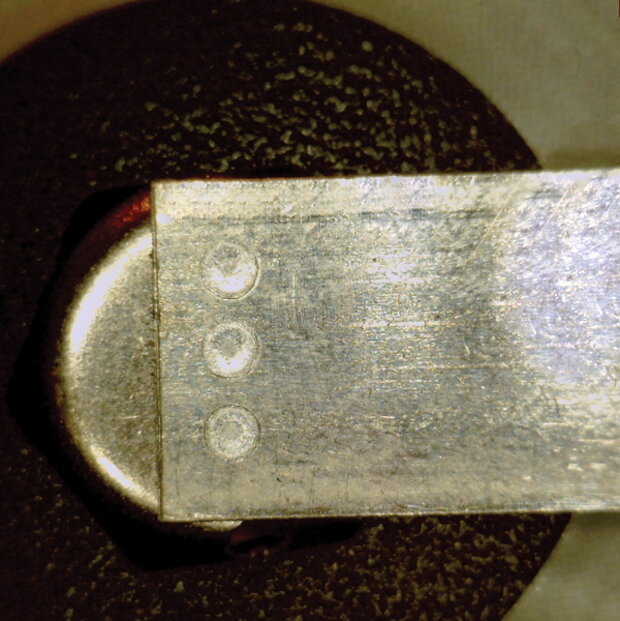
Laser spot welding is a non-contact process which uses a laser to create a single weld spot to weld metals together. Lasers are capable of delivering a pulse of light with accurate, repeatable energy and duration. When the pulse is focused into one place – a small spot – (adjustable anywhere from approximately 0.1 to 3.0 mm in diameter) on the part, the energy density becomes quite large. The light is absorbed by the material causing a “keyhole effect” as the focused beam drills into, vaporizes, and melts some of the metal. As the pulse ends, the liquefied metal around the keyhole flows back in, solidifying and creating a small spot weld. This entire process just a few milliseconds.
Lasers can fire many pulses per second, and, by moving either the work piece or optics, allow either separate “spot” welds or a series of overlapping spot welds to create a laser seam weld that can be structurally sound and/or hermetic.
Laser Spot Welding Vs conventional Spot Welding
Currently, various spot welding methods are applied in production, including resistance spot welding, arc spot welding, laser spot welding, and adhesive spot welding, among others. Among them, laser welding is an important aspect of material processing.
The Cons of traditional Spot Welding
- High Energy Consumption: Spot welding typically requires a significant amount of electrical power because it involves heating metals through resistance for welding. This can lead to high energy costs, especially in large-scale production.
- Limited Applicable Materials: Spot welding is suitable for metals with good conductivity, such as steel and copper, but for non-conductive materials and different types of metal connections, other welding processes are required.
- Difficult Position Control: In spot welding, the position of the weld point is usually predetermined, making precise location control more challenging, which can be an issue in some applications.
- High Temperature and Smoke Generation: The high temperatures and smoke generated during spot welding can pose health hazards to workers, necessitating appropriate safety measures and ventilation systems.
- Suitable for Permanent Joints: Spot welding is typically used for permanent joints and is not suitable for applications that require detachable welding, making maintenance or replacement of welded components more complex.
- Limited Welding Thickness Range: Spot welding is suitable for relatively thin metal materials. Thicker materials require higher-powered equipment, which can increase costs.
- Relatively Lower Production Efficiency: Spot welding is generally a slower welding process, especially for large workpieces that require multiple weld points. This can reduce production efficiency.
- Loss of energy thru neighbouring spot welds: Abig part of the welding current can run over the neighbouring spotwelds and increase the electrical current and reduce the effective welding result on the spotweld.
- Need of post-welding aesthetic reworking and treatment.
Laser spot welding is primarily aimed at welding thin-walled materials and precision components, capable of achieving spot welding, butt welding, overlay welding, and sealed welding, among others. The characteristics of high precision, high flexibility, minimal heat-affected zone, pollution-free weld points, and high welding quality make it capable of replacing traditional processes such as resistance spot welding and riveting in practical production, especially in industrial applications. In comparison to conventional spot welding, laser welding is significantly faster and doesn’t require post-weld aesthetic treatment.

Laser Spot Welding Benefits:
Our PhotonWeld Series of handheld laser welders and Robot/cobot welding lasers
can join a wide range of steels, nickel alloys, titanium, aluminium and copper.
Weld sizes:
Width: 0.1 mm - 3.0/4.0 nm
Depth: 0.1 nm - 6.0 mm
Welding speeds:
Range from 0 - 8 welds per per second
Advantages of laser spot welding with our PhotonWeld Series
The advantages of the laser technique, compared with arc or resistance welding processes are summarised as follows:
- Low heat inputs to the materials, minimizing distortion
- High process speed; Easily automated process
- No weaving required
- The only consumable is shielding gas, apart from normal laser requirements
- It forms a narrow deep weld, small heat-affected zone
- It can be applied in confined areas
- Access to only one side of the material is required.
- Easy to integrate into production lines
- Small heat affected zone
- Contactless welding
- Very fast welding
- Low costs per weld for high volume spot-weld application
Considerations for Converting from resisitance spot welding to laser spot welding
Converting from resistance spot welding to laser keyhole welding requires considering several key factors to determine if it’s the right choice for the operation and application.
- Cost: Because our PhotonWeld series laser welding machines are very affordable, as well manual as automated versions, it requires an investment that is very feasable due to the very high and fast return on investment (ROI).
- Tolerance window for material: Proper tooling and fixturing are critical for success in standard laser welding. The two workpieces to be welded must be pressed together without a gap to create a high-quality laser weld. This makes the right joint and material presentation important, so the operation must be able to support proper setup and part fit-up. With our Wobble3+ Series we do overcome this barrier of critical fixture. The much higher margin of error on the joint alignement before welding possible and acceptable make it a valuble and economical alternative.
- Repetition: Laser keyhole welding is best-suited to a repetitive process in which many parts are produced, even if this means a high mix of parts with lower volumes of each part. Because of the necessary investment in system setup, applications with high repetition or high part volume typically offer the best ROI in laser welding. With our PhotonWeld Series we bring this investment down and make productions of lower part volumes very fast economical and profitable.
PhotonWeld: Laser Spot Welding
