Clear evolution from Spotwelding to laserwelding in battery production!
Should your operation convert from spot welding to laser keyhole welding?
Most manufacturers are looking for ways to save money and improve efficiency without negatively impacting quality. Manufacturing operations that are using resistance spot welding can reap significant productivity and quality benefits in some applications by converting to laser welding.
Implementing laser keyhole welding can result in a welding process that is three to four times faster compared to resistance spot welding, while also increasing weld quality and repeatability. However, laser welding may not be the right fit for every job. Keep several factors in mind when considering if laser welding is the best choice for your welding application.
Laser Welding of Batteries
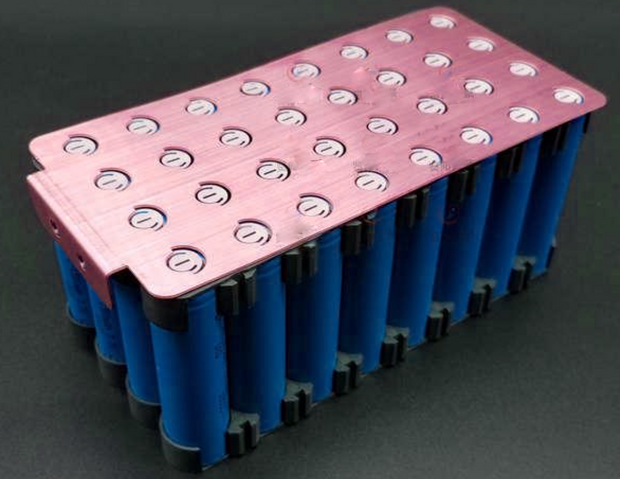
The increased application for lithium batteries in electric cars and many electronic devices now utilize fiber laser welding in the product design. Components carrying electric current produced from copper or aluminum alloys join terminals using fiber laser welding to connect a series of cells in the battery.
Today’s electric vehicle batteries are designed for a life exceeding 10 years. To ensure reliable operation over this lifespan, individual components and cells within the battery are connected with numerous welds.
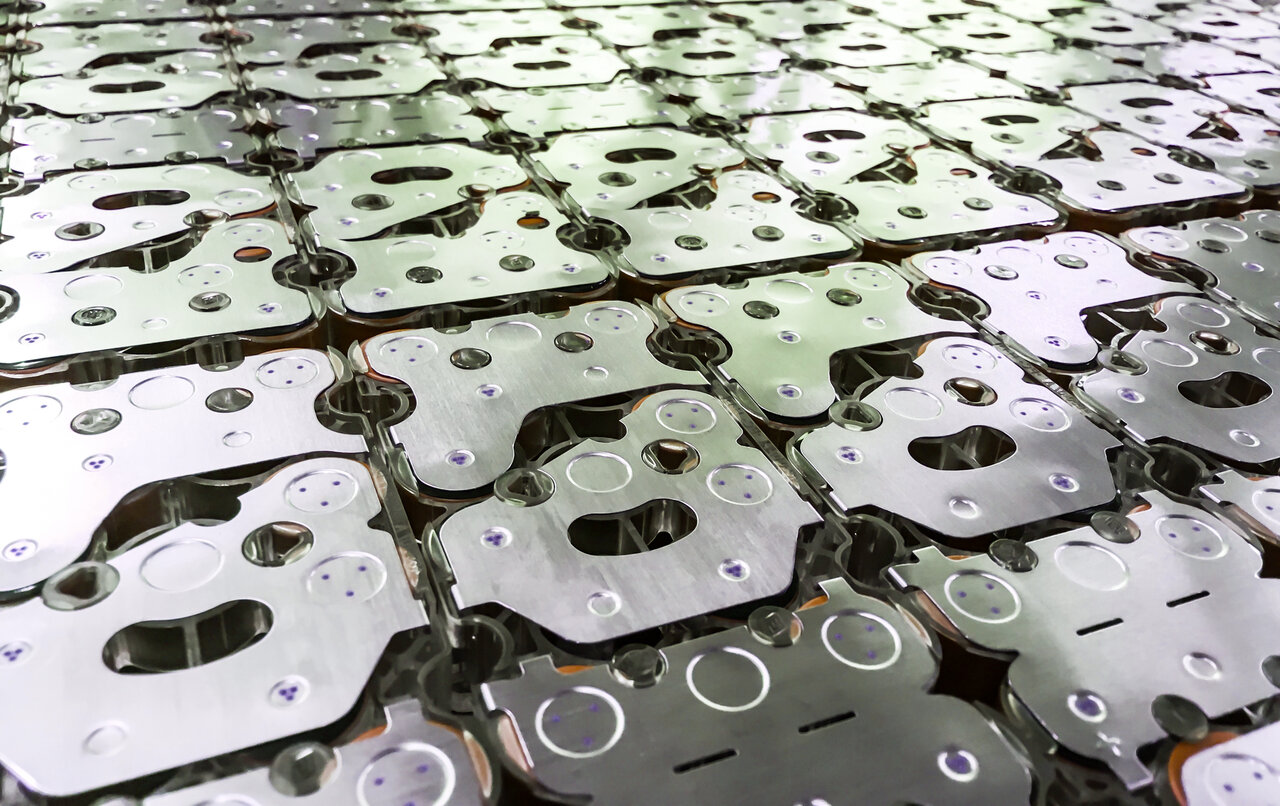
Aluminum alloys, typically 3000 series, and pure copper are laser welded to create electrical contact to positive and negative battery terminals. The full range of materials and material combinations used in batteries which are candidates for the new fiber laser welding processes include those shown below.
Overlap, butt and fillet-welded joints make the various connections within the battery. Welding of tab material to negative and positive terminals creates the pack’s electrical contact. The final cell assembly welding step, seam sealing of the aluminum cans, creates a barrier for the internal electrolyte.
Since the battery is expected to operate reliably for 10 or more years, these laser welds are consistently high quality. The bottom line: with the correct fiber laser welding equipment and process, laser welding is proven to consistently produce high quality welds in 3000 series aluminum alloys that have connections within dissimilar metal joints.
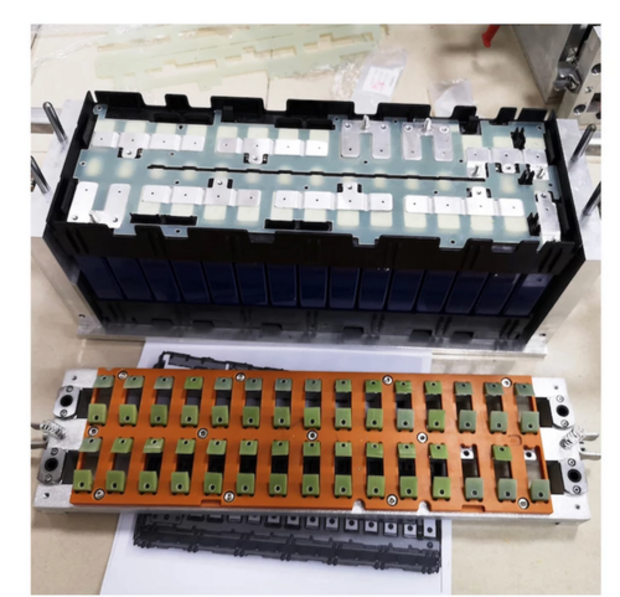
The production of Li-ion batteries requires multiple welding processes.
Welded contact connections between the individual battery cells, for example, have proven to be more reliable,sustainable and above all cost-effective than bolted contacts or the use of bimetallic busbars.
The boxes of the rigid battery geometries are also welded, because they have to be gas-tight up to a pressure of 40 bar. These types of welding connections must be entirely maintenance-free. Electric cars should soon be able to drive in all climate zones, amid great temperature fluctuations and on all of the world's roads, whether good or bad.
Since each individual cell of a battery pack delivers just a few volts of voltage at high current, they must be connected in series to achieve a sufficiently high module voltage. The terminal contacts made of aluminum and copper are connected for this purpose by preference by welding. This is technologically challenging, as the resulting weld seam is more brittle the more that the dissimilar metals mix, as is unavoidably the case in conventional laser welding. Brittle weld seams – without a doubt – are simply unacceptable given the advanced requirements of electromobility. Therefor we have our Wobble technological solution.
Electrical challenges: Battery Welding Today’s electric vehicle batteries are designed for a life exceeding 10 years.
To ensure reliable operation over this lifespan, individual components and cells within the battery are connected with numerous welds.
The key aim for the electrical connections is to produce a joint with a low electrical resistance to reduce the energy loss through resistance and thermal heating, and so maintain the efficiency of the pack. This also helps to keep the temperature of the pack as low as possible during operation.
A high-temperature process such as resistive welding can expose the cell to enough heat to melt or disturb the safety vent, compromise seals or cause internal shorting in the cell. It can also create more fatigue in the cell, compromising the long-term reliability.
Battery manufacture
With the current strong interest in energy storage, QCW lasers look set to play their role beside CW lasers. Welding of battery tabs at high speed using single laser pulses from a QCW laser is now well established. Dissimilar metal joints between aluminum and steel and even copper and aluminum have now been developed.
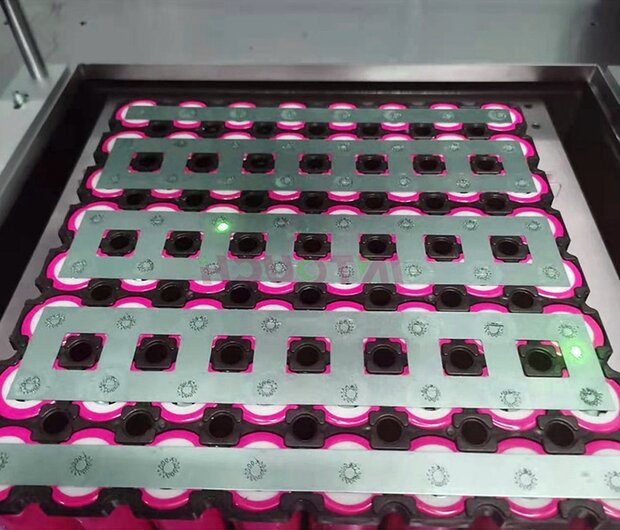
There are three approaches to achieving sufficient electrical contact in battery connections from laser welding:
- A spinning beam technique (WOBBLE) to produce spiral or small-diameter concentric ring welds
- A number of high-pulse-energy, single-pulse laser welds, one beside the other, on each tab
- A Zig-zag lineair movement replacing the Wobble movement to produce lineair or circular welds
Using combinations of dissimilar metals produces welds that might not be recognized as such by welding metallurgists, but clever design of the modules to limit mechanical loads on these joints appears to have solved some of these issues. But Continuious Wave Welding with a wobble function stay far superior over the pulsed QCW if we consider the mechanical loads capacity: a circle has alway more contact than differnt points.

Laser Welding of batteries = High Speed Solution
As the laser Welding process is non contact and the beam is steered by motion of the head, the welding speed is determined by the tab materials and thickness and the terminal material along with the selection of laser power. As an example a 0.4 mm thick nickel plated copper tab can be welded to an aluminum terminal in 10 milli Seconds.
Getting Better Performance and Higher Currents from Battery Packs
Bigger and more efficient batteries and tabs
Battery tabs have been getting more conductive and thicker over the last several years, as customers keep seeking better performance and higher currents from their battery packs. These thicker battery tabs are primarily made of nickel, but nickel-plated copper tabs are also being introduced due to their higher conductivity. We have had success welding thicker tabs, but have found that the nickel-plated copper tabs can be very difficult to weld. In any case, adding slots and projections to the tab design is required as they focus the current and minimize current shunting.
Welding success also depends in part upon the nature of the battery itself. Those with thick caps can handle the high force and current needed to weld the thicker tabs. If the battery caps are too thin, you may deform or blow through them when welding very thick, conductive tabs. In summary, welding the thicker, more conductive tabs used in today’s more efficient, higher capacity battery packs can be challenging, but welding success can be achieved by designing the parts correctly and selecting equipment that is best suited to the application.
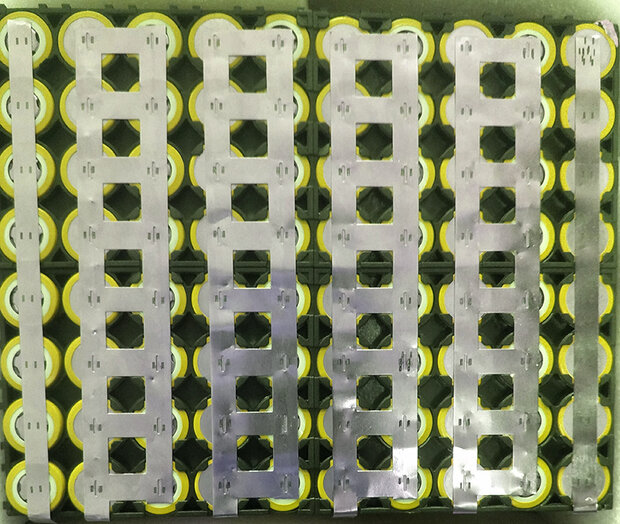
Battery Tab Connections Welding
There are many joining requirements in battery manufacturing, including both internal and external connections and can or fill-plug sealing. Laser welding is often used to join the internal electrode materials that make up the internals of the cell. These are typically constructed from thin copper and aluminium foils. The remaining joints, including the connections inside the can and the external terminal tab connections, are suited to both resistance and laser welding. The decision to use one technology over another is determined both by the type of weld required and production requirements, such as high volume and material compatibility.

Welding of different battery types and battery components
Cylindrical Battery Welding
- Battery Cap welding
- End Cover welding
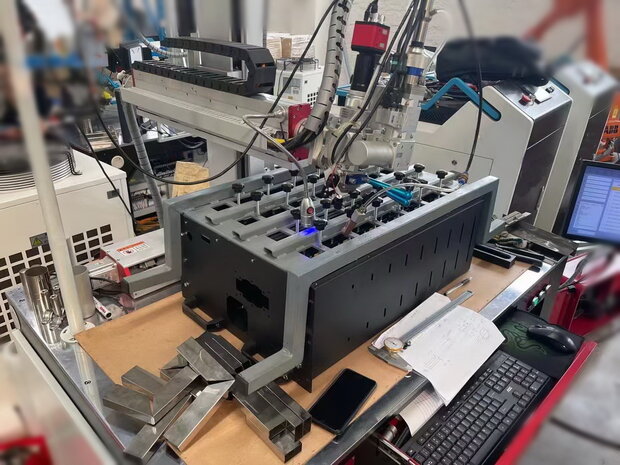
- Battery Module welding
- Battery Module Production Line
- Super Capacitor Module welding
- Fuel Cell Electric Pile Bind welding
- Busbar welding
- Copper Busbar welding, etc.
Prismatic Battery laser Welding / Module welding/ Battery Pack welding
- Battery Cell welding
- Connecting Sheet welding
- Top battery Cover welding
- Battery Sealing Pin welding
- Explosion-proof Valve Post Terminal welding
- Battery Module welding
- Battery PACK welding, etc.
Soft Pack Battery
Mobility soft package battery laser welding such as Soft Package PACK, Soft Package Module, etc.
