
PhotonWeld: Laser Welding of dissimilar metals
Laser Welding of Dissimilar Materials
Dissimilar Material Selection Guide for laser welding
| Material 1 | Material 2 | Comments |
|---|---|---|
| Aluminium | Cold rolled steel | Can be bonded - brittle intermetallics are created at the interface. Fitness for purpose testing essential. |
| Aluminium | Copper | Can be bonded - brittle intermetallics are created at the interface. Fitness for purpose testing essential. |
| Stainless steel | Nitinol | Can be bonded - brittle intermetallics are created at the interface. Fitness for purpose testing essential. |
| Stainless steel | Titanium | Can be bonded - brittle intermetallics are created at the interface. Fitness for purpose testing essential. |
| Stainless steel | Inconel | OK with certain alloys (304 with 600/700), need to watch for cracking. When welding, offset into the steel to promote high Cr/N ratio in weld metal |
| Stainless steel | Copper | OK |
| Copper | Phosphor bronze | OK |
| Titanium | Aluminium | OK with certain aluminium alloys (1xxx & Ti-6Al-4V) |
| Titanium | Copper | OK |
| Titanium | Nickel | OK |
| Copper | Nickel | OK |
| Brass | Copper | OK |
| Carbon Steel | Other steel | OK |
Dissimilar Metal Welding - Different metals perfect joining by Fiber laser
As with any welding process, establishing a good fiber laser weld involves a lot of variables.
A material’s weldability is a factor. Most common materials in a fabrication shop that will be processed —be it carbon steel, stainless, or aluminum— have been successfully laser welded for years, using both continuous wave and pulsed modes. Lasers have performed dissimilar-metal welding, and specialized weld joint designs in galvanized material have even accounted for zinc outgassing. Moreover, our PhotonWeld Pro Serie fiber laser has been shown to successfully weld together even the most challenging of materials, including copper
Dissimilar Metal laser Welding by Photonweld
Laser Welding of Dissimilar Metal Sheet Metal Components
The ability to create products using different metals and alloys greatly increases both design and production flexibility. Optimizing properties such as corrosion, wear and heat resistance of the finished product while managing its cost, is a common motivation for dissimilar metal welding.
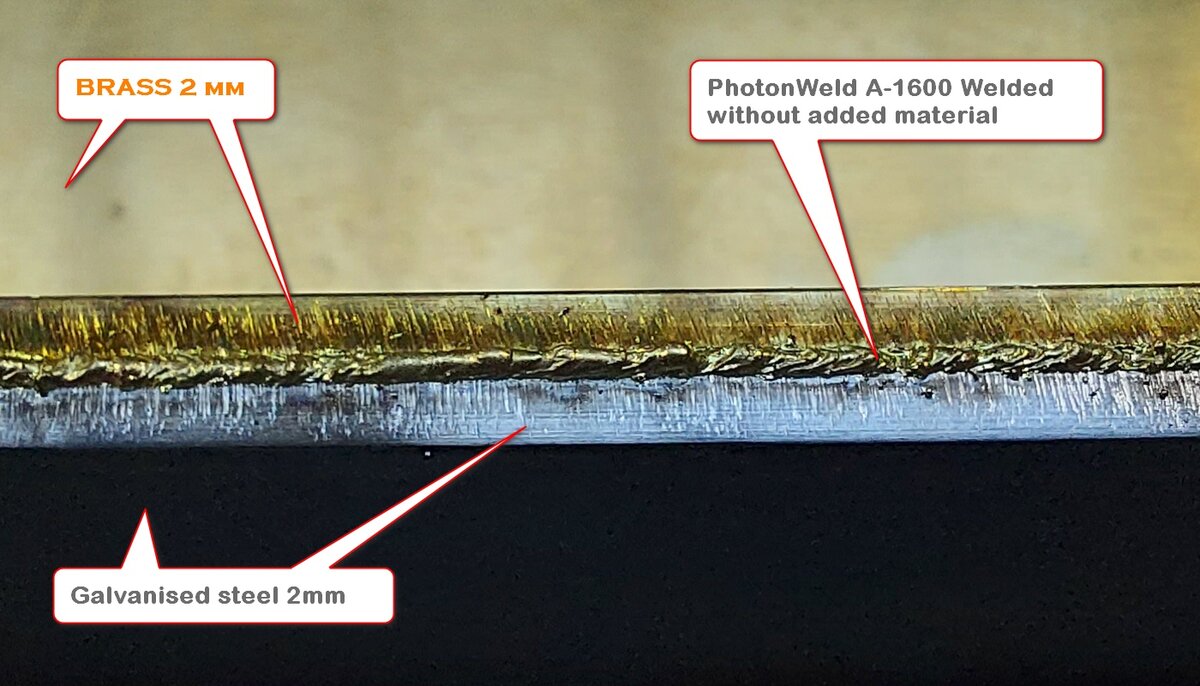
Joining stainless steel and zinc coated (galvanized) steel is a one example. Because of their excellent corrosion resistance, both 304 stainless steel and zinc coated carbon steel have found widespread use in applications as diverse as kitchen appliances and aeronautical components.
The process presents some special challenges, particularly since the zinc coating can present serious problems with weld porosity. During the welding process, the energy that melts steel and stainless steel will vaporize the zinc at approximately 900⁰C, which is significantly lower than the melting point of the stainless steel.
The low boiling (vaporization) point of zinc causes a vapor to form during the keyhole welding process. In seeking to escape the molten metal, the zinc vapor may become trapped in the solidifying weld pool resulting in excessive weld porosity. In some cases, the zinc vapor will escape as the metal is solidifying creating blowholes or roughness of the weld surface.
With proper joint design and selection of laser process parameters, cosmetic and mechanically sound welds are readily produced.

DISSIMILAR METALS
Welding dissimilar metals is where most processes fall apart. You’re trying to join materials that expand at different rates, conduct heat differently, and form brittle intermetallic compounds if you’re not careful. It’s not just about melting two edges together. It’s about managing metallurgy at the fusion line.
I’ve seen people try to TIG aluminum to steel, copper to stainless, or titanium to nickel alloys. Almost always, you’re fighting against cracking, porosity, or joints that are just plain weak. You need transition layers. You need exotic filler metals. You need perfect gas coverage and post-weld heat treatment just to get something functional. And even then, it might not hold up under stress.
Laser welding changes what’s possible. With its pinpoint precision and low heat input, you can make solid dissimilar joints that traditional processes struggle with. Because the melt pool is so small and the energy so concentrated, you limit the size of the heat-affected zone. That reduces the chance of forming brittle intermetallic phases and keeps thermal stresses low.
One of the most powerful tools is beam wobble. By modulating the beam path slightly, you can better mix the two metals and manage the thermal profile at the fusion line. That technique has allowed us to create dissimilar welds that pass mechanical testing where other methods failed.
With our new PhotonWeld master and Lite we can even adapt 2 different power levels in one welding movement.
This isn’t entry-level work. It requires a deep understanding of material science, laser parameters, and real-world trial and error. But when it’s dialed in, laser welding opens doors that no other process can touch.